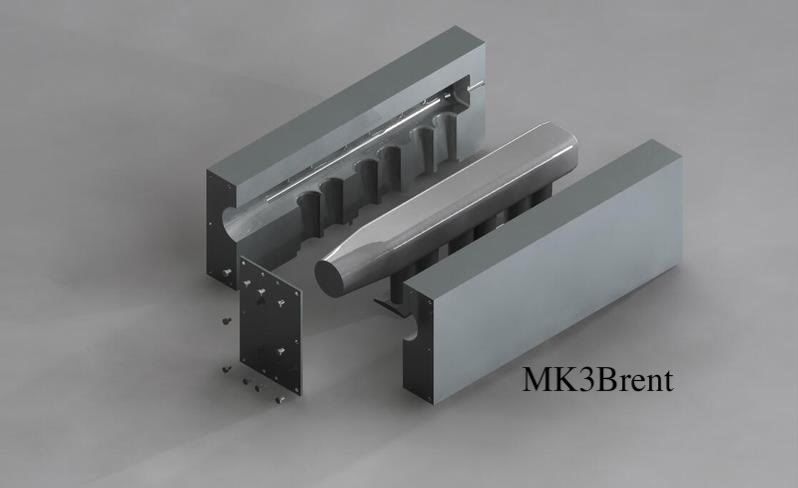
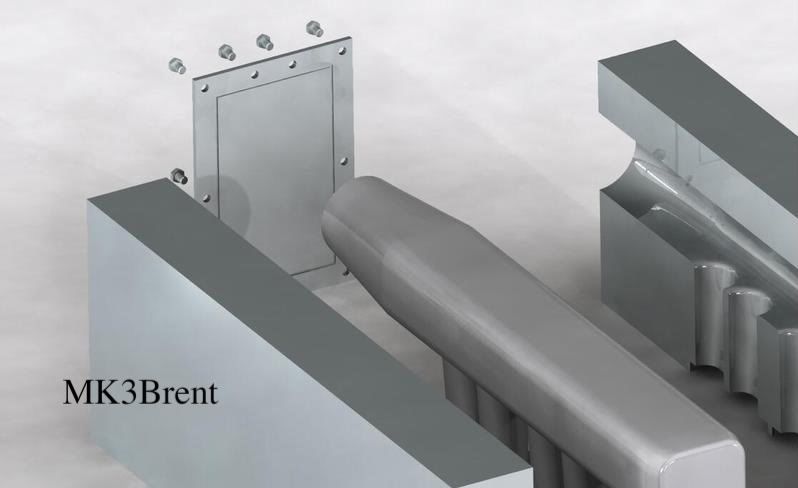
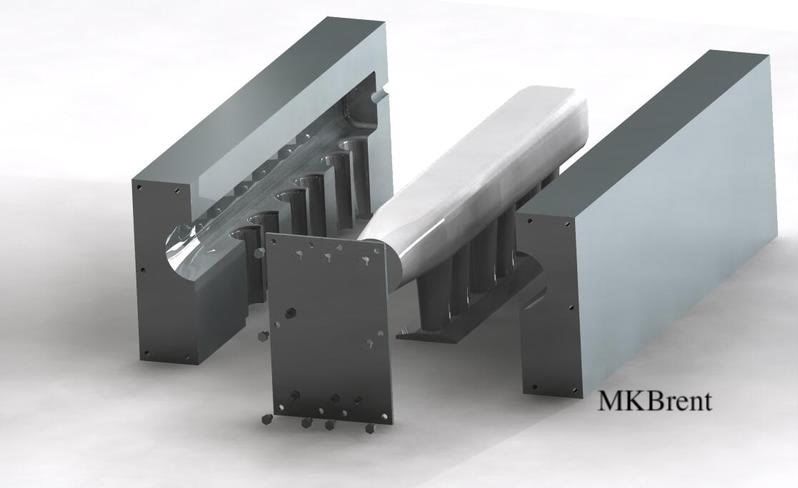
MK3Brent;1139169 said:If anyone here does solid-modeling PM me with ideas and we can work together for fun.
I have, but keep in mind I use, and own a commercial licence for, MicroStation J. I'll have to know what mold equipment you have available to you for use, for compatablility reasons, and plan on using.....
")